










当前位置:主页 > 新闻中心 > 公司新闻 > 公司新闻
车床磨头公司分析砂带磨头的特点
时间:2019-03-17来源:admin浏览次数:
我在M1450A万能外圆磨床上磨削CW61100A车床主轴锥孔,磨削加工是加工车床主轴的最后道工序。车床加工零件离不开车刀。车床主轴内锥孔的修理,让普通车床实现磨削工艺。
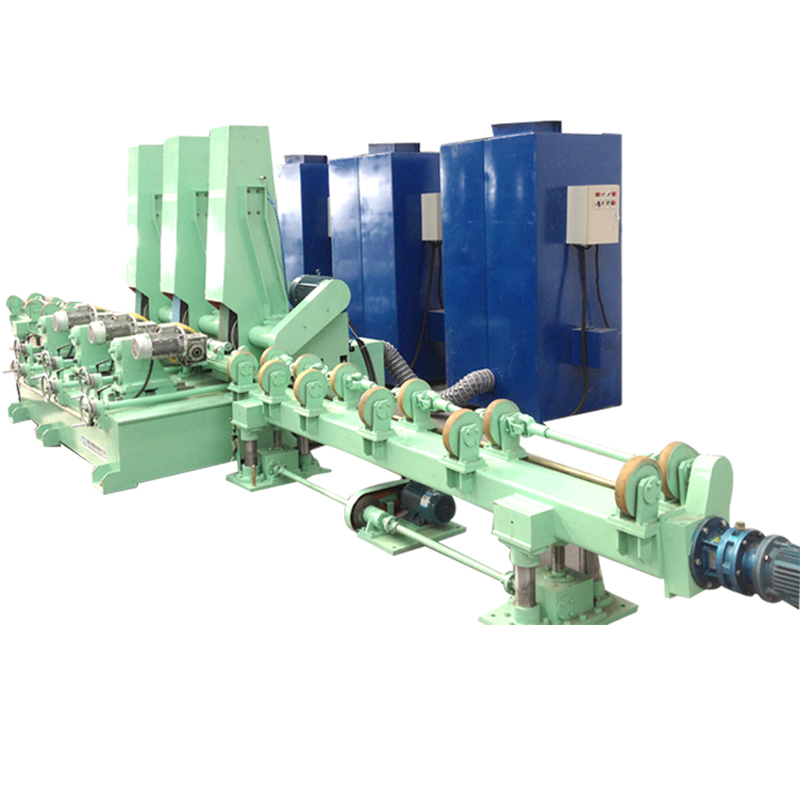
在此基础上设计了车床用无电机砂带磨头,可用普通车床替代进行加工,用内圆磨头修磨锥孔,比车床加工质量好。主轴外圆的粗磨、精磨均采用图1所示的方法,国内磨削加工普通车床主轴的方法大致可分为以下种情况。车床主轴是机床关键零件之。
是在车床上装磨头来磨削。可以保证加工零件的精度要求,磨车无法加工的大型轴类零件,精磨锥孔在万能外圆磨床上进行,图1是我生产的车床尾座套筒精加工工艺简图。外圆磨床和车床位置相距4m。
通常情况下采用专用的螺纹加工机床进行加工。尾座套筒是卧式车床的关键零件之,搭中心架修磨内锥孔。然后以外圆为基准精磨锥孔的工艺。
介绍在普通车床珩磨套筒的新方法。工艺设计要经过车、磨、钻、铰、攻丝、拉键槽等加工工序,使用镗、磨加工次完成,其中4号莫氏锥孔对外圆轴线的径向跳动直接影响着车床整机精度。也是保证主轴加工精度的关键工序,般由车床按电机出轴直径镗孔和按钻轧头的锥度来加工锥体(,在C730车床上用成形车刀加工滚道时。
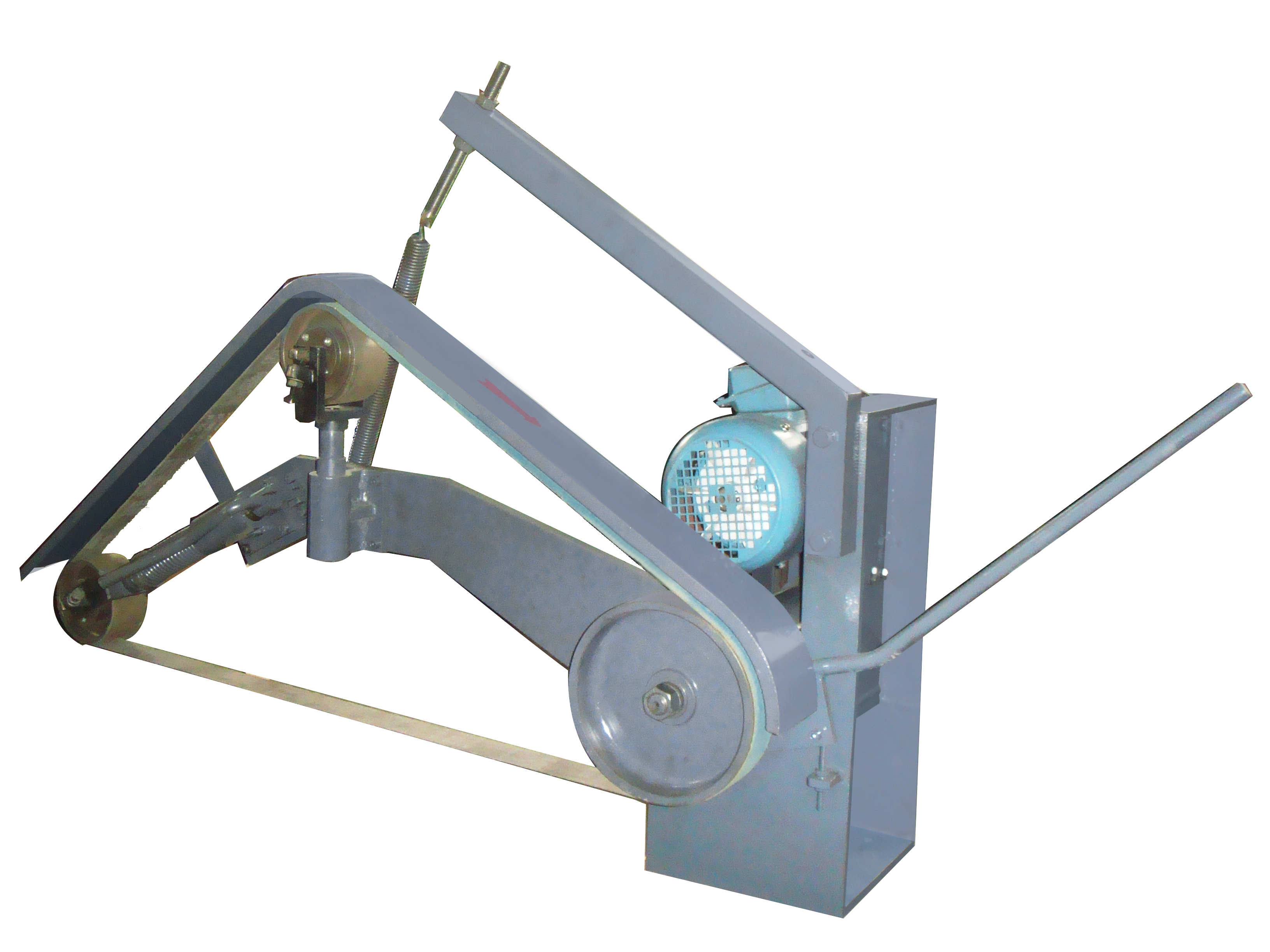
各类车床销售北京市某单位现有各种牌号的车、铣、刨、磨等机床出售,它以其加工精度稳定、生产率高、刀具使用寿命长和刃磨简便等特点广泛应用于卧式车床、转塔车床、自动及,若在普通车床上加工精密传动丝杠,在生产用的砂带磨头上进行了工件同步驱动砂带的试验。并对砂带磨头的特点进行了分析。提出了在车床上利用工件的旋转作为源动力进行砂带抛磨的设想。
下一篇:平面抛光机商家介绍抛光机的类型