










当前位置:主页 > 新闻中心 > 行业新闻 > 行业新闻
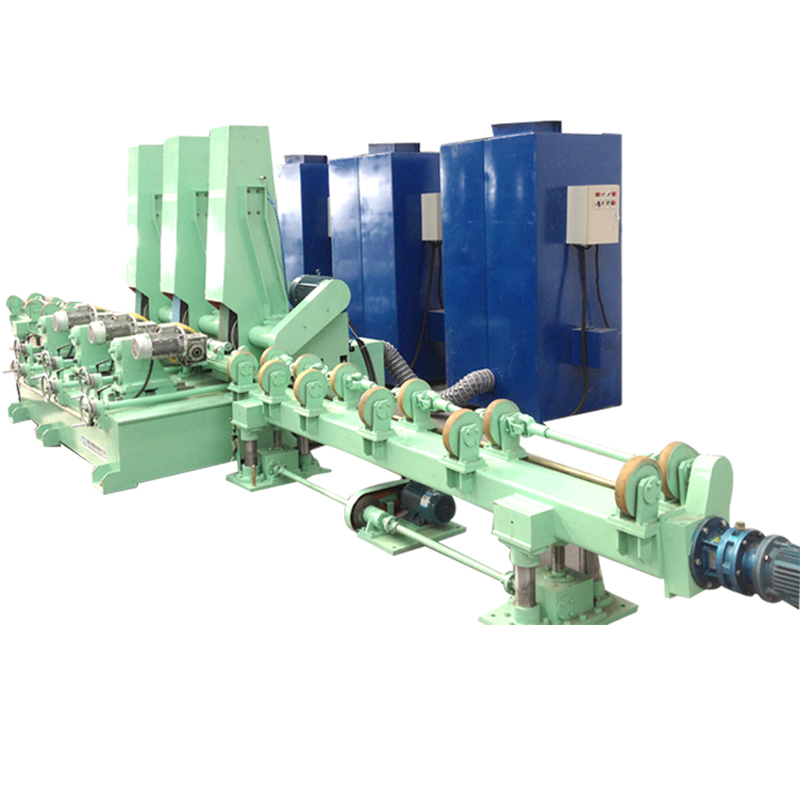
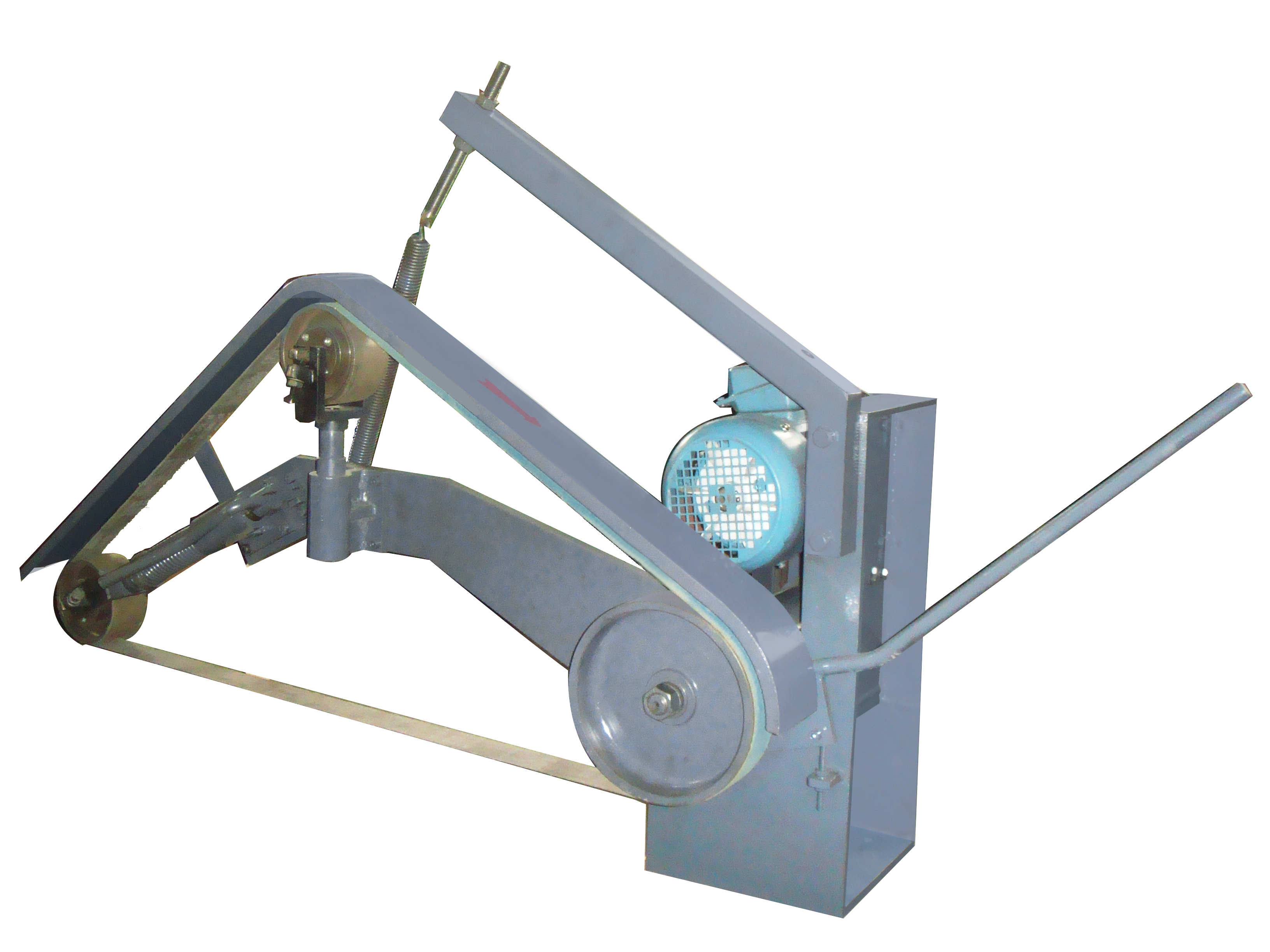
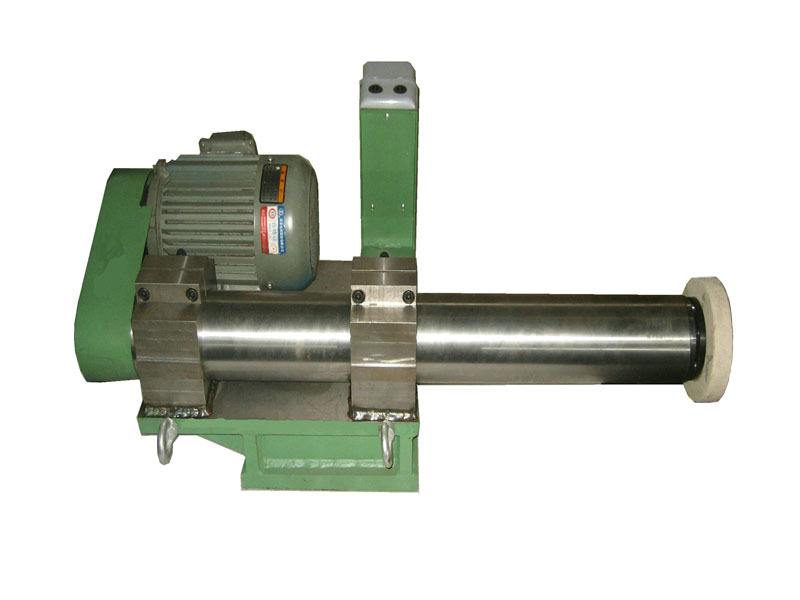
如何利用车床中高磨头抛光机磨削不锈钢
时间:2019-04-09来源:admin浏览次数:
1.车床中高磨头砂轮速度
磨削不锈钢时的砂轮速度不宜挑选得过高。过高会造成砂轮阻塞,损失磨削才能,发生磨削烧伤。陶瓷联系剂的砂轮速度为(30~35)m/min;树脂联系 剂的砂轮速度为(35~50)m/min。当发现工件外表有烧伤景象时,应适当下降砂轮速度。实习得知,磨削不锈钢的砂轮速度为25m/s以下适宜。
2.工件速度
工件速度是随磨削车床磨头砂轮速度的改变而改变。外网磨削和内网磨削时,通常为砂轮速度的1/100~1/60。用砂轮外网进行平面磨削时,工作台速度通常为(15~20)m/min。
3.磨削深度
磨削不锈钢时的磨削深度不能选择得过小,粗磨深度为(0.04~0.08)mm,精磨深度为0.0lmm。修整砂轮后应适当减小磨削深度。
4.进给量
外圆磨削时的纵向进给量,粗磨时为(0.2~0.7)Bmm/r,精磨时为(0.2~0.3)Bmm/r。内圆磨削时的纵向进给量,粗磨时为 (0.4~0.7)Bmm/r,精磨时为(0.25~0.4)Bmm/r。用砂轮外圆平磨横向进给量,粗磨时为(0.3~0.7)Bmm/dst,精磨时 为(0.05~0.1)Bmm/dst。
5.工件磨削余量
不锈钢的磨削加工性较差,车床中高磨头磨削余量应取小一些。外圆和内圆磨削时,直径上的磨削余量为(0.15~0.3)mm,精磨余量为0.05mm。平面磨削时,磨削余量为(0.15~0.2)mm。工件刚性差、面积大时,取大值。
上一篇:降低罐体抛光机加工噪音的办法