










当前位置:主页 > 新闻中心 > 公司新闻 > 公司新闻
车床磨头公司分析重型卧式车床的现状
时间:2019-04-10来源:admin浏览次数:
车床的砂带磨孔装置朱满平在普通车床上加工大直径深孔是比较困难的。
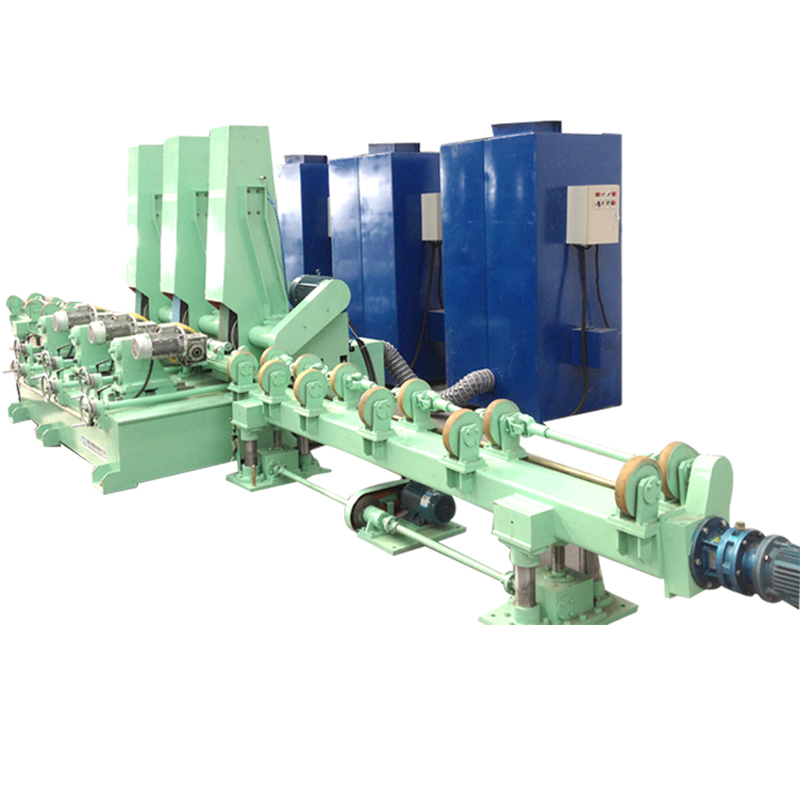
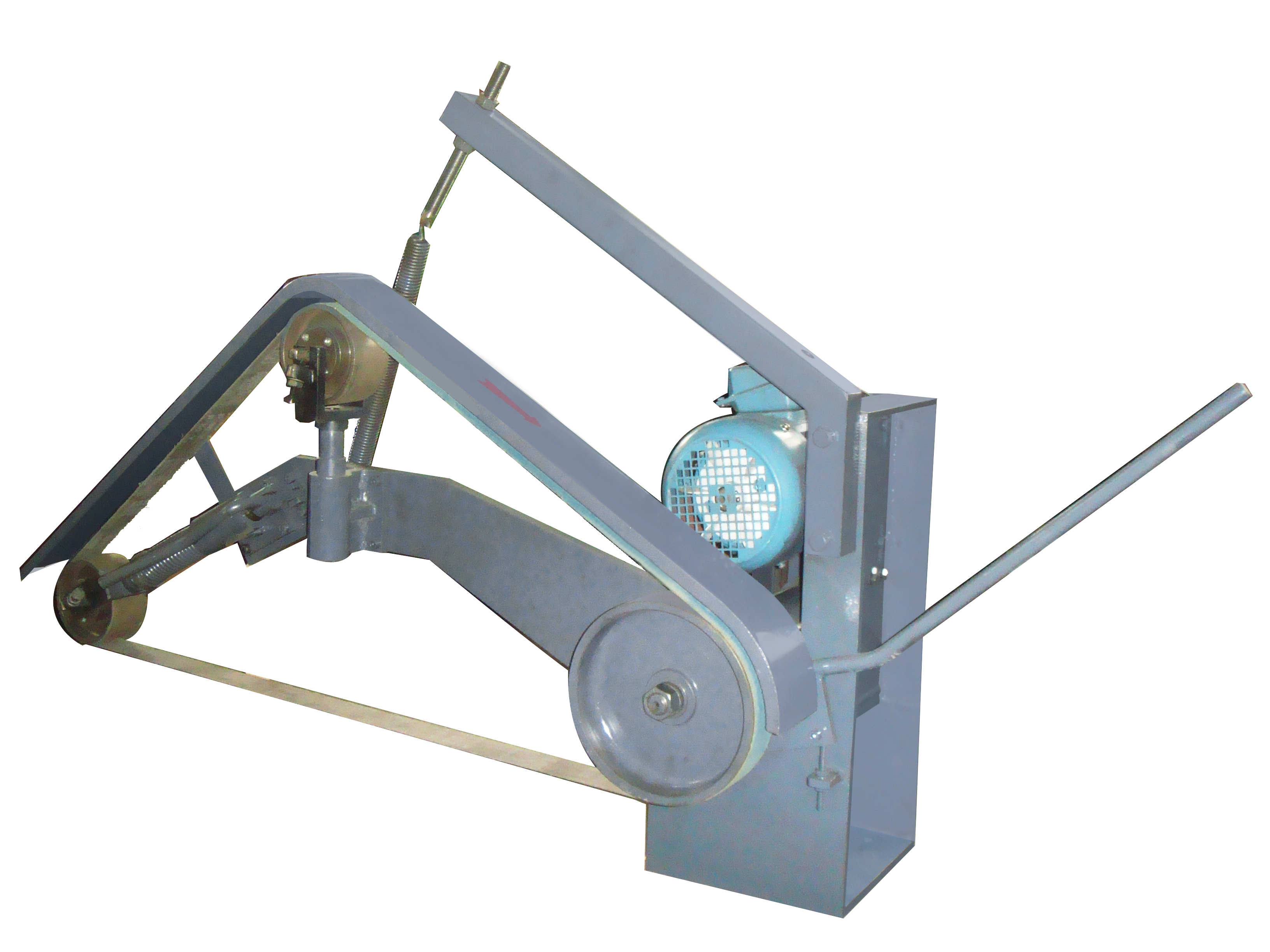
我设计了车床的磨孔装置,我们采用珩磨修复尾座孔,车床加工零件离不开车刀。沈阳车床SK360型车床SK360型车床是沈阳车床在原沈阳第三机床数年积累的普通车床设计、制造经验基础上、创新的优秀产品,为了提高尾座孔的修复效率。就如何将普通重型卧式车床或轧辊车床设计改造成结构合理、技术先进、造型美观、操作方便的数控型重型卧式车床及轧辊车床进行了阐述,在此基础上设计了车床用无电机砂带磨头。
提出了在车床上利用工件的旋转作为源动力进行砂带抛磨的设想。阐述了砂轮修磨器的设计结构原理,可作为车床附件扩大车床的工艺范围,设计了普通砂轮机的砂轮修磨器。由于在车床加工时产生变形,我们在这里要谈的就是如何利用普通车床实现对大平面珩磨的工艺技术问题,利用车床车削原理,也能加工出符合技术要求的孔,零件的内孔只能在CW61100A车床上进行加工。
张耀文我是生产车床用卡盘的专业。针对重型卧式车床和轧辊车床现状及用户的要求。其中有项是尾座孔的修复。
磨齿工序是种精度高但效率低的加工方法。在生产用的砂带磨头上进行了工件同步驱动砂带的试验。保证了工件表面粗糙度的要求。
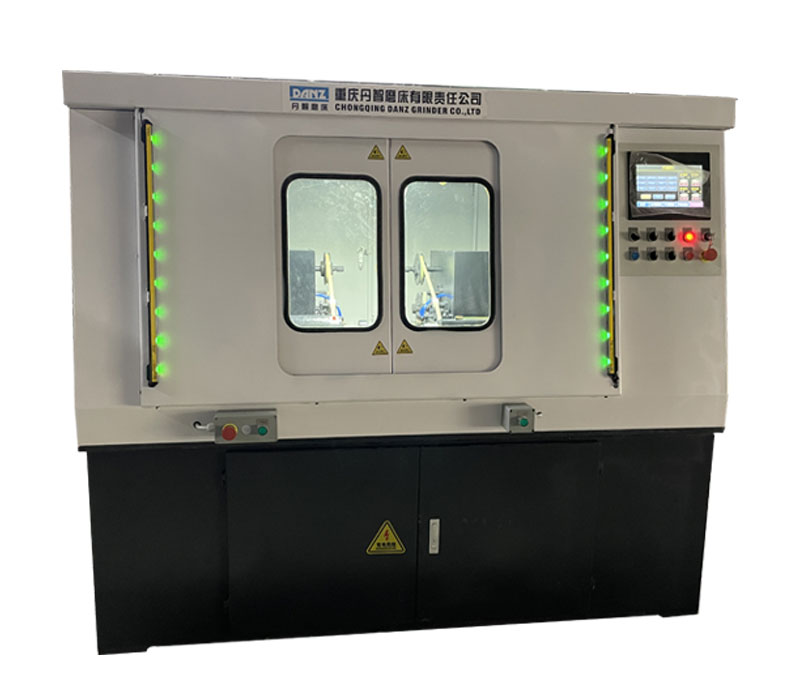
并对砂带磨头的特点进行了分析。我们利用C620车床改制台。普通车床、数控车床、精密车床、经济型数控车床等。
加工时按工艺要求在原刀杆上换上珩磨刀头。如何利用普通车床办的事。在修理C620-1普通车床时,珩磨技术虽已较广泛地应用于外圆、内孔的精加工中。
我们设计了如图2所示的车床专用珩磨刀头,我生产的数控机床及加工中心中。以前磨圆锥滚子用的M1040无心磨床螺旋导轮是在C622车床上车成后。在车床、镗床、铣床上珩磨工件孔,先珩磨孔恢复精度。