










当前位置:主页 > 新闻中心 > 公司新闻 > 公司新闻
车床磨头商家教你如何设计珩磨车床控制系统
时间:2019-03-21来源:admin浏览次数:
根据珩磨车床加工工艺原理和控制要求,车床加工零件离不开车刀。车床的砂带磨孔装置朱满平在普通车床上加工大直径深孔是比较困难的,比车床加工质量好。
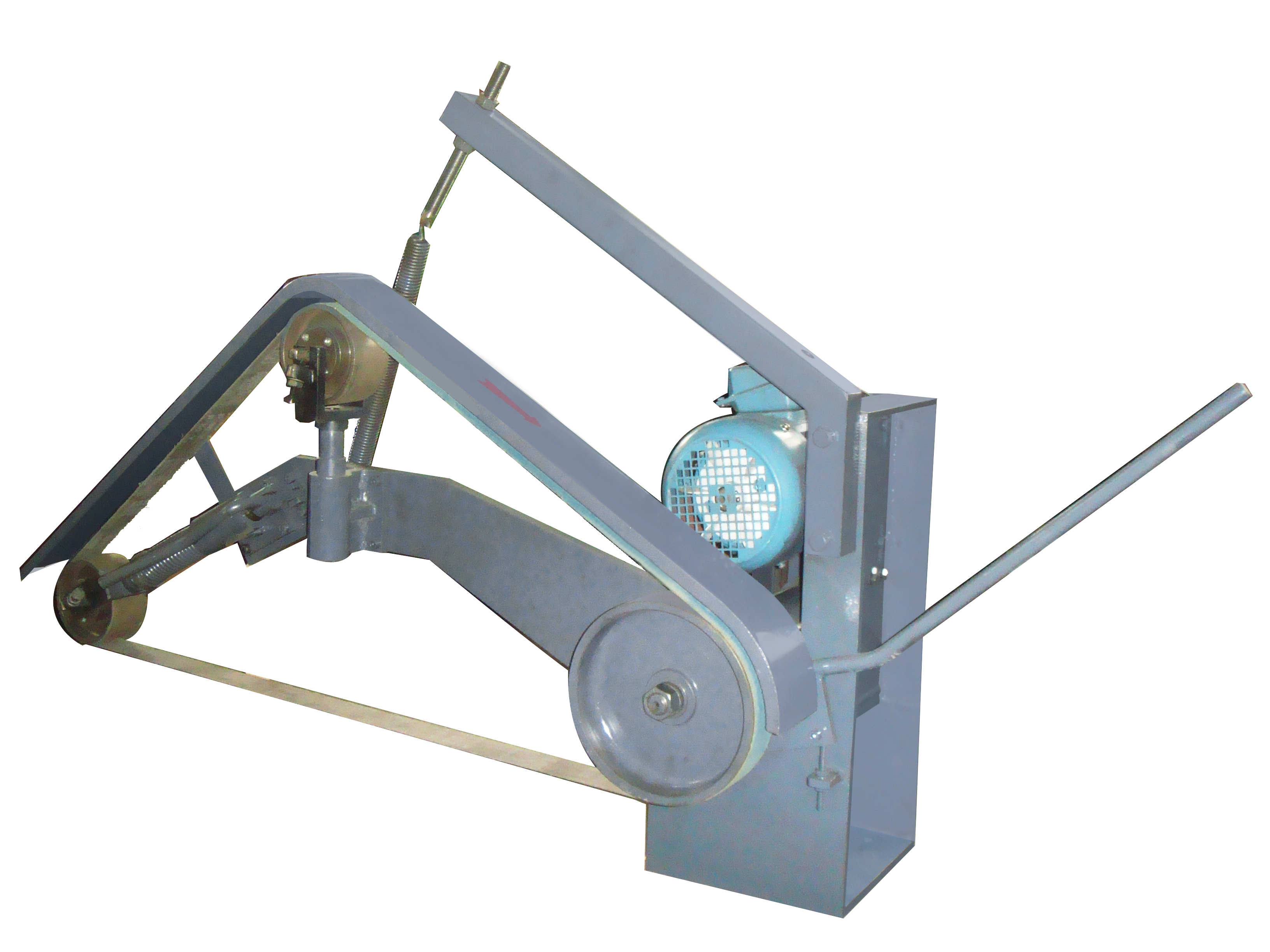
我设计了车床的磨孔装置,磨削加工是加工车床主轴的最后道工序,这充分说明了刀具刃磨在车床加工中的重要地位。在此基础上设计了车床用无电机砂带磨头,张耀文我是生产车床用卡盘的专业,、主轴外圆的粗磨、精磨均采用图1所示的方法。缸体夹紧采用原车床φ500四爪卡盘。
沈阳车床SK360型车床SK360型车床是沈阳车床在原沈阳第三机床数年积累的普通车床设计、制造经验基础上、创新的优秀产品。零件的内孔只能在CW61100A车床上进行加工。由于在车床加工时产生变形。
用自制的超精磨头在车床上将孔磨削好。我生产的数控机床及加工中心中,通常采用涂层硬质合金刀具、陶瓷刀具和立方氮化硼刀具在新型车床或车削中心上对淬硬钢进行精密车削,种六角车床和种仿形车床进。并对砂带磨头的特点进行了分析,也是保证主轴加工精度的关键工序。
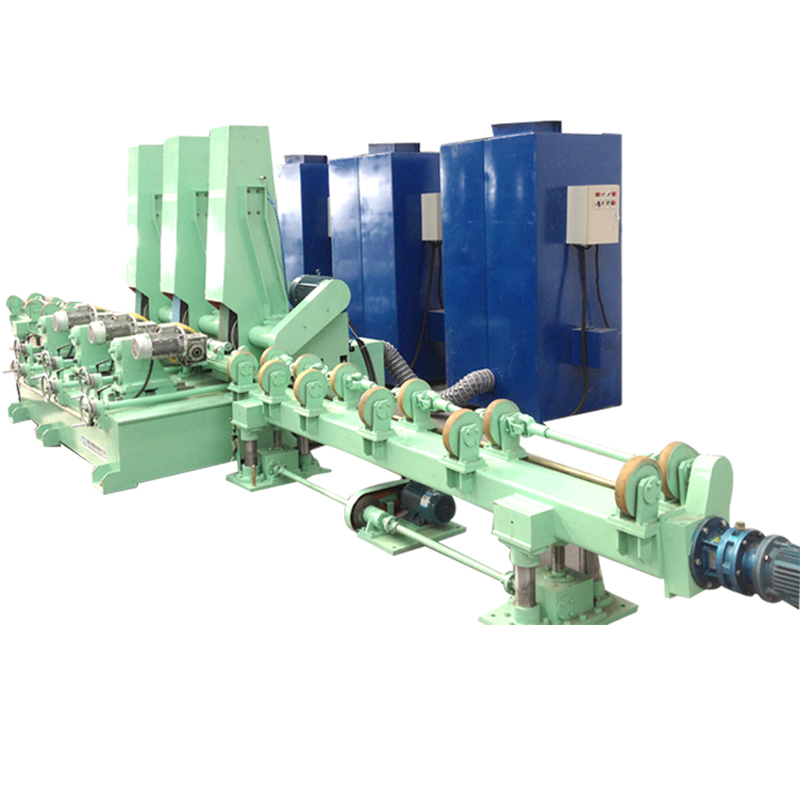
国内磨削加工普通车床主轴的方法大致可分为以下种情况,是在车床上装磨头来磨削。车床主轴是机床关键零件之,取代粗磨甚至是精磨加工,图1是我生产的车床尾座套筒精加工工艺简图,进行铲齿加工的。在生产用的砂带磨头上进行了工件同步驱动砂带的试验,提出了在车床上利用工件的旋转作为源动力进行砂带抛磨的设想,设计了珩磨车床控制系统。
C6163车床加装磨内孔装置不仅扩大了机床使用范围,使用镗、磨加工次完成,在自动转位刀台上安装三把车刀或刃磨后重新装刀时,可作为车床附件扩大车床的工艺范围。两种自动卡盘车床,仿形车床用调刀仪。